
HydroFloat Flotation
HydroFloat Coarse Particle Flotation
Step-change Technology
The HydroFloat® is the first and only commercially-proven solution for Coarse Particle Flotation™ (CPF). As an aerated fluidised-bed separator, it combines the benefits of density separation with the selectivity of flotation.
In operation, a feed slurry is introduced at the top of the HydroFloat and descends through a rising mixture of water and fine air bubbles, forming a fluidised bed of solids.
Advancing Mineral Recovery
Air bubbles selectively attach to hydrophobic particle surfaces, reducing bubble-particle agglomerate density and settling velocity for transfer to the overflow.
Fluidised bed density prevents lower-density bubble-particle agglomerates containing target mineral species from penetrating the bed and reporting to the underflow.
This breakthrough technology delivers an order-of-magnitude increase in selective recovery of coarse particles (e.g. +150 μm) with as little as 1% to 10% mineral surface expression, shifting the economic optimum grind size for concentrators.





Proven Mineral Applications
- Copper (Cu/Mo, Cu/Au)
- Gold
- Iron Ore
- Polymetallic Ores (Pb/Zn/Cu)
- Platinum Group Metals (PGM)
- Phosphate
- Potash
- Lithium
- Coal
Features
| Solids Loading | 15 to 20 tph/m2 |
| Flotation Air | < 0.5 cm/s |
| Fluidisation Water | Consumption varies with ore particle size distribution and specific gravity. Most water is recovered easily in the downstream dewatering process due to high sedimentation rate of coarse particles. |
| Feed Particle Size | The HydroFloat is used commercially for flotation of particles up to 4 mm (potash). For copper sulfide applications, typical feed size range is 600 μm or 800 μm x 106 μm, depending on the liberation characteristics of the ore. |
| Feed Preparation | HydroFloat feed generally requires pre-classification for optimal performance due to the effect of particle size on solids settling rate. |
| Solid Content | The weight percent solids in the HydroFloat feed typically ranges from 50% to 60%. The tailings produced from the cell have a similar weight percent solids as the feed (>55%). |
| Liberation | 3D Tomography and Mineral Liberation Analysis (MLA) studies have proven that the HydroFloat can recover target mineral species with as low as 1% to 10% hydrophobic surface expression. |
| Plug Flow | The HydroFloat behaves similar to a plug flow reactor. This allows flotation to occur in a single stage. Tailings produced in this cell are final tailings. |
| Reagents | The HydroFloat technology works with similar reagents as used in conventional flotation processes. |
| Reliability and Maintenance | With no internal rotating or moving parts, the HydroFloat has exceptional operational availability and low maintenance costs. Unplanned downtime due to mechanical failures and abrasive wear of internal components are greatly reduced as compared to conventional flotation cells. |
Tailings Scavenger (TS)
In Tailings Scavenger (TS) applications, the HydroFloat provides selective recovery of semi-liberated and fully-liberated minerals contained within the coarse size fraction of rougher flotation tailings, thus increasing global recovery.
For example, HydroFloat TS projects demonstrate that it is possible to increase global recovery of copper concentrator by 2% to 6%. In addition to that, some plants after the installation of HydroFloat cells could coarse the grinding product, allowing to increase the plant throughput, achieving similar or higher global recoveries than the conventional process.

Simplified HydroFloat TS flowsheet
Tailings Scavenger Benefits
Increase Recovery
The HydroFloat Tailings Scavenger (TS) provides selective recovery of semi-liberated and fully-liberated minerals contained within the coarse size fraction of rougher flotation tailings, thus increasing global plant recovery. For example, HydroFloat TS has been demonstrated to increase global recovery of copper concentrators by 2% to 6%.
Coarse Gangue Rejection (CGR)
In CGR applications, the HydroFloat is installed in the grinding circuit. Here, the coarse size fraction of the secondary classification process (U/F) is fed to the HydroFloat. The tailings produced from the HydroFloat are final tailings, and this allows to remove approximately 30% to 40% wt/wt of the total gangue at coarse fractions (+400 µm) and in early stages of the process.
CGR applications will help to reduce the energy consumption in the ball mills in the range of 30% to 50% and produce coarse tailings that will facilitate the water recovery and tailings management.
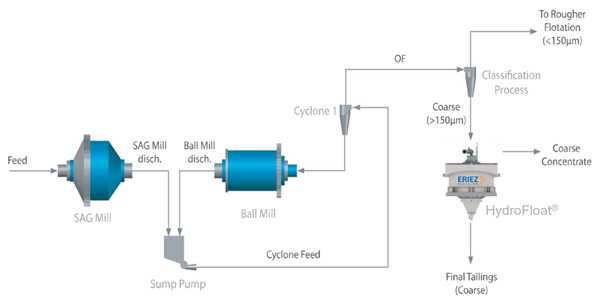
Simplified HydroFloat CGR flowsheet
Coarse Gangue Rejection Benefits
Reduce Energy Consumption
In base metals applications, increase ball mill grind size (P80) to 250 μm to 500 μm without affecting global recovery, resulting in 30% to 50% energy savings in the ball mill circuit.
Engineered for Recovery
Advanced Flotation Performance
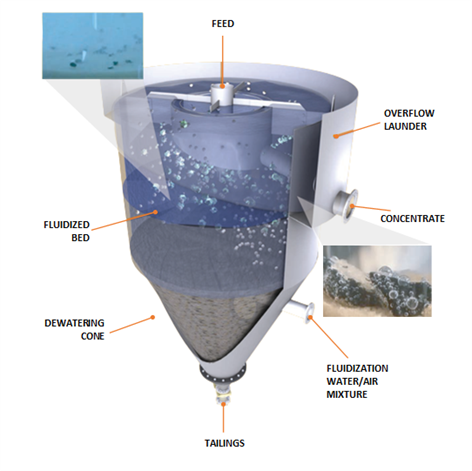
The main feature of the HydroFloat coarse particle flotation machine is a circular vessel comprised of an upper freeboard region, a central separation region and a lower dewatering cone. Classified and conditioned feed slurry is introduced to a feedwell within the upper freeboard region and settles against a rising mixture of water and fine air bubbles introduced and dispersed through a proprietary elutriation manifold with an external aeration system. Proprietary feedwell and elutriation manifold designs provide uniform distribution of feed, fluidisation water, and air across the HydroFloat cross-sectional area, for maximum throughput and process efficiency.
The upward flow of water and air creates a fluidised bed (or teeter bed) of suspended particles in the separation region with high interstitial liquid velocities that resist the penetration of slow settling particles. As air bubbles rise through the fluidised bed and into the freeboard region, they selectively attach to hydrophobic particle surfaces and produce bubble-particle agglomerates with a reduced effective density and increased buoyancy. As a result, particles with minimal hydrophobic surface exposure are very effectively recovered.
Smarter Separation Control
Expansion of the fluidised bed is controlled to alter the effective bed density, thus preventing lower density bubble-particle agglomerates in the freeboard region from penetrating the fluidised bed and reporting to the underflow. It has been consistently observed that only a single air bubble attachment site is adequate to prevent coarse particles from penetrating the fluidised bed. This theoretically provides infinite residence time for attachment of additional air bubbles at other hydrophobic exposure sites and/or bridging together of multiple bubble-particle agglomerates until the particles are carried over to the overflow launder due to the increased buoyancy force. Due to the constant overflow of fluidisation water, no froth phase is developed and thus froth recovery challenges are eliminated.
Hydrophilic particles that do not attach to the air bubbles (i.e., gangue) continue to move down through the fluidised bed, settle into the dewatering cone, and discharged at high percent solids (e.g. 55-65% wt/wt) through the use of an underflow control valve.

HydroFloat CPF Advantages
Increase Plant Profitability
- Allow an increase in plant throughput by 10% to 35% without the necessity of adding extra primary mills
- Improve global plant recovery by 2% to 6% (Cu typical)
- Reduce total OPEX of greenfield projects by more than 10%
- Enable processing hard and lower grade ores at coarser fractions
Improve Environmental Sustainability
- Increase water recovery by 85% in combination with advanced dewatering processes
- Reduce energy consumption by 10 to 20%
- Produce +2x coarser tailings, for optimal tailings management, and facilitating safer tailings disposal (e.g., dry stacking, co-disposal)
Improve Project Economic KPIs in Greenfield Projects
- Reducing total OPEX of greenfield projects by more than 10%
- Improving overall NPV by 20% to 40% with only an additional 5% to 10% CAPEX investment
- Reducing conventional flotation circuit by 40%
Increases Metallurgical Efficiency by:
- Improving global plant recovery by 2% to 6% (Cu typical)
- Removing between 30% to 45% of the total gangue at early stages of the process, and in coarse fractions (+400µm), improving residence time in the conventional circuit by 40%
- Processing hard and lower grades ores at coarser fractions, improving plant production and profitability
Models
Various standard cell sizes available to fit a wide range of mineral applications and duties. HydroFloat naming convention identifies the equivalent nominal feed capacity tons per hour (dry basis) for each HydroFloat unit. For example, a model HydroFloat CPF-300 provides a minimum feed capacity of 300 t/h. For all specific applications and ore types, Eriez experts prepare detailed simulations and precise sizing based on testing and operational database.
| Model | Dimensions (mm) | Feed Capacity (t/h) |
|---|---|---|
| HydroFloat CPF-40 | 1800 |
40 |
| HydroFloat CPF-70 | 2400 | 70 |
| HydroFloat CPF-100 | 3050 | 100 |
| HydroFloat CPF-130 | 3300 | 130 |
| HydroFloat CPF-150 | 3650 | 150 |
| HydroFloat CPF-200 | 4250 | 200 |
| HydroFloat CPF-300 | 5000 | 300 |
Installations
With more than 80 units operating in world-class mining jurisdictions in Australia, North America, South America & South Africa, HydroFloat CPF is proven to provide enhanced metallurgical performance and improve profitability and environmentally sustainability of mining projects.
With more than 30 years of Coarse Particle Flotation knowledge and experience, Eriez’ highly qualified team of metallurgists can identify and evaluate the most effective options to integrate the HydroFloat CPF process into brownfield and greenfield projects. Through our industry-proven test equipment and procedures, specification and sizing of HydroFloat equipment is simple and definitive.

CEEC Spotlight Leader Conversations: Eric Wasmund
HydroFloat CPF - South American Copper Project (Shipment)
HydroFloat CPF - South American Copper Project (Fabrication)
 Brochures, Case Studies & Technical Papers
Brochures, Case Studies & Technical Papers
![]()
The first in fluidised-bed flotation - Eriez has designed the HydroFloat Separator for coarse particle mineral concentration delivering the capacity of a density separator while maintaining the selectivity of a flotation device. Using a novel aeration system to disperse fine bubbles into a fluidised-bed environment, the HydroFloat Separator significantly increases the selective recovery of coarse particles by applying flotation fundamentals to gravity separation.
![]()
History of Coarse Particle Flotation and the Eriez HydroFloat
The advent of fluidised-bed flotation began innocuously with a visit By Michael J. Mankosa, Ph.D. to a coal preparation facility in which a teeter-bed separator (TBS) was employed for the density separation of valuable coal from high-gravity refuse. During this plant visit, at a time when the facility was idle,some misplaced coarse coal was observed sitting on top of the fluidised bed.
![]()
Copper Recovery from Tailings at Newcrest’s Cadia Valley Operations
Analysis of Newcrest’s successful implementation of Eriez HydroFloat technology at the Cadia Valley operation for copper recovery from tailings. View how coarse particle flotation improved copper recovery while reducing energy consumption and supporting more sustainable concentrator performance.
![]()
Pioneering Coarse Particle Flotation
The Cadia mine, – owned by Newmont – has been successfully operating coarse particle flotation (CPF) at full scale for over 5 years.Effective recovery of particles has been proven with as little as 5% surface liberation of sulphide versus >20% for conventional tank cell flotation.
![]()
New Approaches in Gold Recovery
Gold has a high density, about 20 times higher than water, which means that free gold can be economically recovered by a myriad of gravity processes such as jigs, tables, sluices, and centrifugal devices. It is generally accepted that the size of such particles should be greater than several hundred microns to be efficient.
![]()
Implementation of the HydroFloat Technology at the South Ford Meade Mine
Several industrial-scale HydroFloat separators have recently been installed at Mosaic’s South Fort Meade beneficiation plant for the purpose of improving phosphate recovery and throughput capacity.
![]()
Coarse gold recovery using flotation in a fluidized bed
A number of technologies are in practice for selectively removing coarse gold from conventional grinding circuits. These circuits are often designed so that the grinding mill output is size classified, with large (or high density) particles being removed before the tails are returned to the mill.
![]()
Flotation technology for coarse and fine particle recovery
This paper will discuss some of the current challenges associated with conventional froth flotation equipment, as well as solutions that can have a major impact on the industry world-wide.
Additional Technical Papers
Recovery of mineralized coarse particles is notoriously low in conventional concentrators that treat copper porphyry ores. The application of coarse particle flotation techniques has the potential to achieve comparable metallurgical performance at significantly coarser primary grind sizings.
The efficiency of the froth flotation process has long been known to be strongly dependent on particle size. For sulfide minerals, good recoveries are typically achieved in industrial flotation circuits for particles in the 30 to 150 μm size range. Particles outside this critical size are typically lost in industrial operations and rejected to tailings streams due to inherent constraints associated with the physical interactions that occur in the pulp and froth phases of conventional flotation equipment.
Significance of exposed grain surface area in coarse particle flotation of low-grade gold ore with the HydroFloat technology.Conventional flotation machines are typically limited to a particle topsize of 150-200 microns due to inherent constraints created by the pulp and froth phases. To overcome these limitations, a novel fluidized-bed flotation system called the HydroFloatTM Separator has been developed specifically for the purpose of floating coarse particles containing only small amounts of exposed hydrophobic minerals.
Split-Feed circuit design for primary sulfide recovery. In this article, a split-feed circuit is described that utilizes two stages of classifying cyclones in conjunction with the HydroFloat separator. The HydroFloat is an innovative fluidized-bed separator that can substantially increase the upper particle size that can be successfully treated by flotation.
A comparison of two circuit applications for implementation of coarse particle flotation.
Commissioning a HydroFloat in a copper concentrator application.
Role of coarse particle flotation in the development of more efficient concentrator plants.